










在食品、化工、医药、矿业等行业的生产流程中,筛分环节是保障产品质量、提升生产效率的关键一环。然而,许多企业在实际运营中却面临着诸多筛分难题,这些问题不仅影响产能输出,更可能导致产品质量不达标,增加企业运营成本。作为专业振动筛厂家,我们深刻洞察行业痛点,推出的直排筛凭借卓越性能,为企业提供高效、稳定的筛分解决方案。

筛分环节的三大核心挑战
当前,企业在筛分作业中普遍面临以下三大痛点:
筛分效率低下。传统筛分设备处理量有限,当物料进料量较大时,易出现堵塞现象,导致生产流程中断,严重影响整体产能。
筛杂效果不佳。部分设备筛分精度不足,无法有效分离物料中的杂质和不同粒径的颗粒,进而影响后续加工环节的产品质量,增加返工风险。
设备损耗过快。筛分过程中物料与筛网、机体的摩擦较大,传统设备关键部件耐磨性差,需要频繁更换易损件,不仅增加了维护成本,还浪费了大量停机时间。
创新设计驱动高效筛分
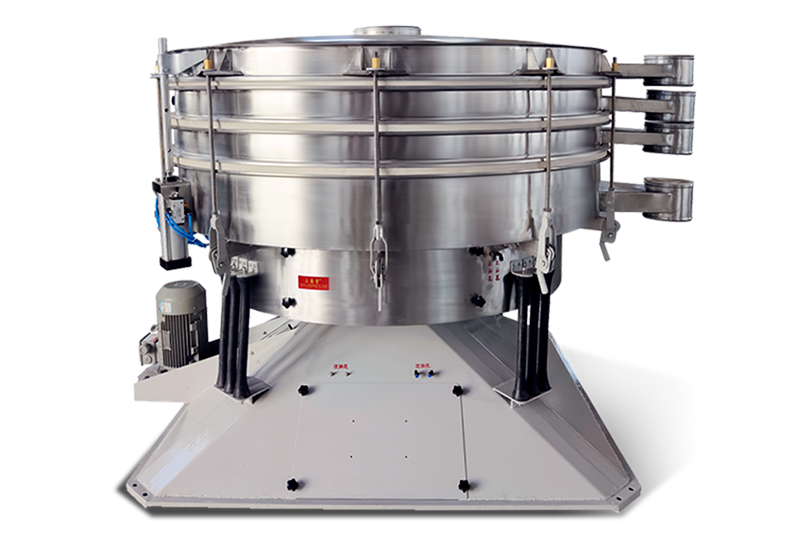
我们的直排筛采用创新的结构设计和先进的振动技术,从根本上解决传统筛分设备的弊端。其工作原理主要围绕以下三个核心部分展开:
核心驱动系统:直排筛配备双振动电机,电机对称安装于筛体两侧,产生同步反向的激振力。这种设计使筛体产生直线振动,物料在筛面上做抛物线运动,既能保证物料均匀分布,又能加快物料流动速度,避免堵塞。
筛分结构设计:采用大直径筛网和合理的筛面倾角设计,增大了有效筛分面积。同时,筛网采用张紧式固定方式,确保筛网平整,提高筛分精度。物料从进料口进入后,在振动作用下迅速扩散到整个筛面,符合粒径要求的物料通过筛网进入下一道工序,杂质和大颗粒则从排渣口排出。
物料流向控制:直排筛的出料口设计为直排式,物料在筛面上的运动路径短而顺畅,减少了物料在筛体内的停留时间,大幅提升了处理效率。同时,可根据不同物料的特性,通过调节电机转速来控制振动频率和振幅,实现对物料流向和筛分效果的精准控制。

三大核心亮点,助力企业降本增效
相较于传统筛分设备,我们的直排筛在处理量、筛杂效果和耐磨性方面展现出显著优势,为企业创造更高价值:
1.处理量大,提升产能:
得益于大直径筛网、优化的筛面倾角和高效的振动系统,直排筛的处理量较传统设备提升30%以上。以食品行业为例,在面粉筛分作业中,单台设备每小时可处理物料8-15吨,能够满足企业大规模生产的需求,有效避免因筛分环节瓶颈导致的产能浪费。
2.筛杂效果好,保障质量:
采用高精度筛网和精准的振动控制技术,直排筛的筛分精度可达95%以上。无论是去除物料中的杂质,还是分离不同粒径的颗粒,都能达到理想效果。在医药行业的原料药筛分中,可有效去除杂质,确保产品符合GMP标准;在化工行业,能精准分离不同规格的化工原料,提升后续产品的质量稳定性。
3.耐磨性高,降低成本:
设备关键部件采用高强度耐磨材料制造,如筛网选用不锈钢304或316材质,具有优异的耐磨性和耐腐蚀性;筛体采用加厚钢板焊接而成,结构坚固耐用。经实际测试,直排筛的易损件更换周期较传统设备延长50%以上,大幅减少了维护费用和停机时间,降低企业运营成本。
选择我们,选择专业与可靠
作为深耕振动筛领域30年的厂家,我们不仅提供高品质的直排筛设备,还拥有专业的技术团队,可为客户提供定制化的筛分解决方案,从设备选型、安装调试到售后服务,全程保驾护航。我们始终以客户需求为导向,不断创新升级产品,致力于帮助企业提升生产效率、降低运营成本。
